




无需繁琐的文字描述,观看我们的视频,让高建钢管耐候板现货批发产品一览无余!
以下是:高建钢管耐候板现货批发的图文介绍

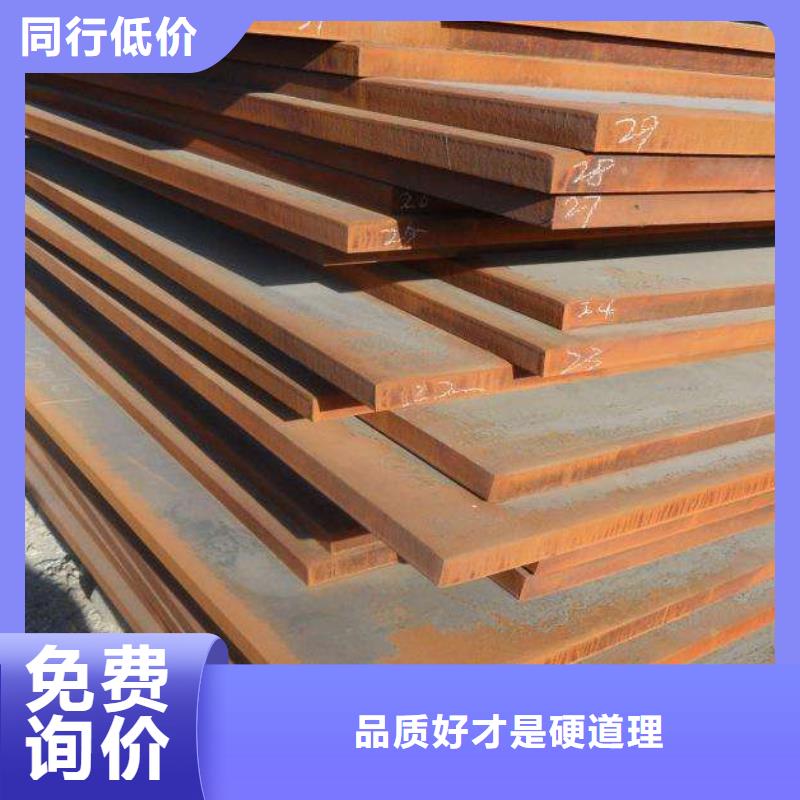
钢中加入磷、铜、铬、镍等微量元素后,使钢材表面形成致密和附着性很强的保护膜,阻碍锈蚀往里扩散和发展,保护锈层下面的基体,以减缓其腐蚀速度。在锈层和基体之间形成的约50μm~100μm厚的非晶态尖晶石型氧化物层致密且与基体金属黏附性好,由于这层致密氧化物膜的存在,阻止了大气中氧和水向钢铁基体渗入,减缓了锈蚀向钢铁材料纵深发展,大大提高了钢铁材料的耐大气腐蚀能力。耐候钢是可减薄使用、裸露使用或简化涂装,而使制品抗蚀延寿、省工降耗、升级换代的钢系,也是一个可融入现代冶金新机制、新技术、新工艺而使其持续发展和创新的钢系。 耐候钢制造工艺 耐候钢一般采用精料入炉-冶炼(转炉、电炉-微合金化处理-吹氩-LF精炼-低过热度连铸(喂入稀土丝)-控轧控冷等工艺路线。在冶炼时,废钢随炉料一起加入炉内,按常规工艺冶炼,出钢后加入脱氧剂及合金,钢水经吹氩处理后,随即进行浇铸,吹氩调温后的钢水经连铸机铸成板坯。由于钢中加入稀土元素,耐候钢得到净化,夹杂物含量大为减少。


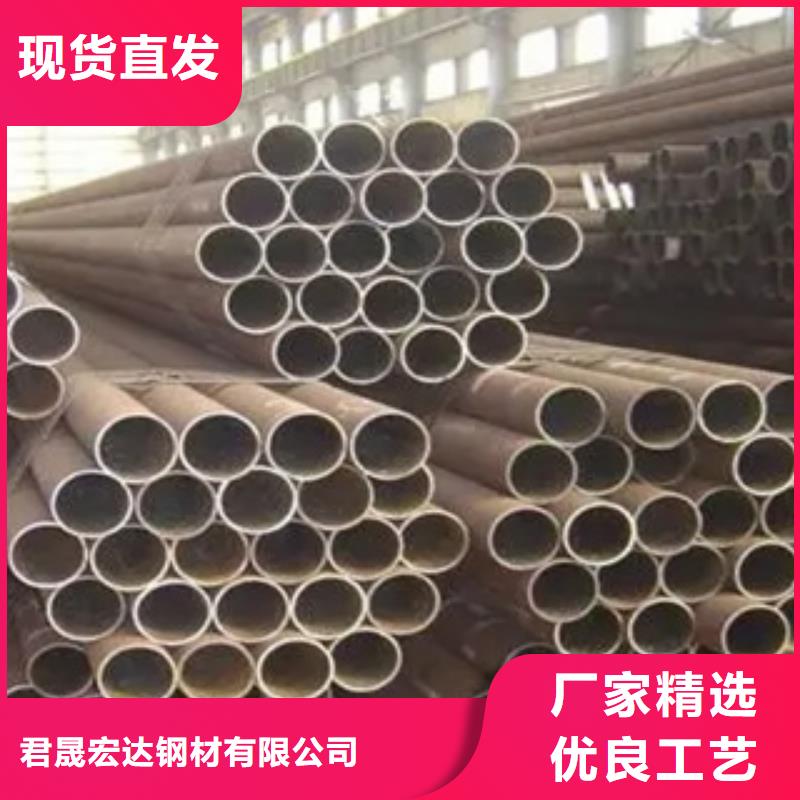
改进型编码器测长:这种方法是一种间接测量方式,通过测量钢管两个端面与各自基准点之间的距离,间接测出钢管长度。在钢管两端各设置1台测长小车,初始位置为零位,间距为L。然后移动编辑器长度到各自钢管管端的行走距离(L2、L3),L-L2-L3,即为钢管的长度。这种测量方式克服了钢管体积庞大,生产现场环境复杂,测量机构无法穿越钢管下部支撑台架等困难。这种方法操作方便,测量精度在±10mm以内,重复精度≤5mm。 磁粉检测或渗透检测可有效的发现表面裂纹、折叠、重皮、发纹、针孔等表面缺陷。对于铁磁性材料、应优先采用磁粉检测法,因其具有较高的检测灵敏度;对于非铁磁性材料,如不锈钢高建钢管,则采用渗透检测法。当两端预留切除余量较少时,由于检测装置的结构原因,两端头有时得不到有效的检测,而端头是有可能存在裂纹或其他缺陷的部位。如果端头存在有潜在的裂纹倾向,安装时的焊接热影响也有可能使潜在的裂纹扩展。因此,也应注意对焊后高建钢管一定区域的检测,及时发现钢管端头缺陷的扩展。 对在线使用奥氏体高建钢管,当绝热层损坏或可能有雨水渗进的部位,应注意进行渗透检测,以发现应力腐蚀裂纹或点蚀等缺陷。但磁粉或渗透检测只能对钢管外表面进行检测,对内表面的缺陷则无能为力。对内表面的检测,特别是裂纹类缺陷的检测,必须通过超声波检测来进行。



君晟宏达钢材有限公司自创立以来,一贯坚持以“科技是di yi生产力”的理论为导向,以品牌战略为先导,以完善的工艺和对品质的孜孜追求,推出 山西晋城耐候板产品。部分产品已经通过CQC认证、CCC认证、CE认证,企业通过ISO9001质量体系认证和ROHS环保认证。


1、清洗;2、脱脂:工件必须浸入脱脂液中;脱脂液浓度ph值12-14,处理时间10-30min,每过3-5分钟上下抖动几次,药液浓度低于ph12时补充脱脂粉;3、水洗;4、酸洗:酸洗液浓度ph值2-4,处理时间5-10min;5、水洗;6、发黑:池液浓度ph值2.5-3.5,处理时间10-12min;7、水洗;8、吹干9、上油。在处理碳素钢时,药液中含量控制在3~5克/升;处理合金钢或铸钢时,含量控制在5~10克/升。应注意定期分析药液的含量。5.“发蓝”处理后金属器件的清洗方法同上。(2)工效:共需1-2小时。(3)发黑成本低,设备简单,操作方便;对发黑时间作了严格的控制。 轴承套圈在热处理后经过除油脱脂,然后在、亚、和水的混合溶液中进行变色处理,其配比为2-3∶1,其余加水;加水量以温度在135℃-145℃为合适;时间15-25分钟;取出套圈用清水冲洗后进行钝化处理,钝?。 (4)工艺适应性强:解决了球墨铸铁不能发黑的难题。一种轴承套圈倒角及挡边的发蓝防锈处理工艺。本发明生成的氧化物薄膜性能,在常温下可长期保护套圈倒角、挡边处不生锈,轴承的外观质量得到明显改善。A3钢用碱性发黑好一些。



